キャビティのスプリング内蔵による離型対策
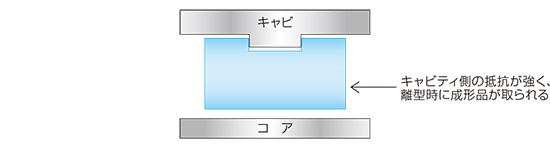
合成樹脂は、冷やされると収縮する特性があることから、成形品は凸形状の金型側に取り付きやすくなります。したがって、通常は金型の可動部であるコア(凸型)側に追従していきます。しかし、上図のように成形品のキャビティ(凹型)側に大きな穴形状がある場合には、合成樹脂の収縮による抵抗を受けてイレギュラーでキャビティ側に取られて離型不良の原因となり、コストアップとなります。
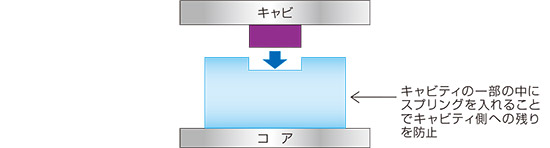
キャビティ側に大きな穴形状があるなど、取られが発生しやすい場合には、キャビティへの抵抗が強くなる箇所にスプリングを入れることで離型不良を解消することができます。具体的には、型開き時にスプリングにより、キャビティ側から押し出してあげることにより、抵抗を緩和して成形品が取られることを防止します。これにより、離型不良の発生を抑えられ、歩留まり向上によるコストダウンを図ることができます。
プラスチック射出成形では、合成樹脂の収縮に起因するキャビティ残りなどの離型不良に注意する必要があります。離型不良は、人手による金型からの成形品除去が必要になるほかに、最悪の場合は金型の破損に繋がり、生産コストに与えるダメージは大きい不具合です。プラスチック製品の設計者は、合成樹脂の特性を理解した上で、射出成形時の離型を考慮した部品金型の開発を行なうことが求められます。