長穴形状における金型ピン材質選定による歩留まり改善
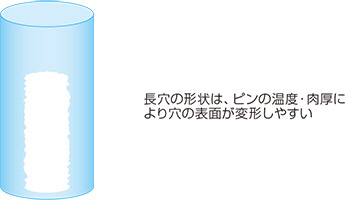
ブラスチック射出成形において、成形対象に穴形状を入れる場合には金型部品のピンを使用することがありますが、穴の形状・深さ・サイズによっては、ピンの温度・肉厚が成形条件の重要な要素となります。上図のような長穴形状を入れる成形部品では、ピンが肉厚で熱伝導率が低い素材の場合、合成樹脂の硬化が不十分になり、表面変形による不具合が増加して歩留まりが悪化します。
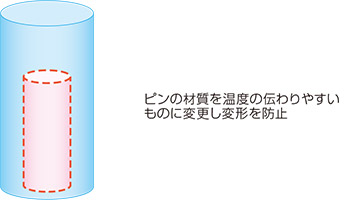
上図のように長穴形状を入れる場合には、合成樹脂の冷却を促進する必要があります。そのため当事例では、金型のピンの材質を熱伝導率が高い素材へ変更しています。これにより、金型内に流入した合成樹脂の冷却を促進し、硬化不足による穴表面の変形を抑えることができます。したがって、プラスチック射出成形部品の完成率は向上し、コストダウンを図ることができます。
プラスチック射出成形では、合成樹脂の金型内に流入した際に冷却して硬化させますが、硬化が不十分の場合、表面形状が変形して不具合となり歩留まりが悪化します。したがって、量産部品の完成率向上のために、成形不具合に関する対策を金型の設計段階で極力つめておくことが重要です。言い換えれば、プラスチック製品の設計者は、射出成形の特性を理解して金型開発を行なうことで量産成形部品のコストダウンを図ることができます。