金型抜き方向の変更による段差改善
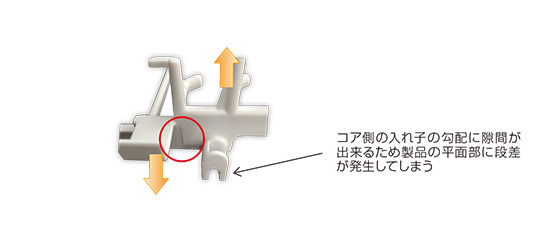
プラスチック射出成型では、金型のオス(コア)とメス(キャビティ)をかみ合わせて成形を行ないますが、スムーズに離型するためにはそれぞれに抜き勾配を設ける必要があります。この抜き勾配をつけることで、上図のように設計上避けられない段差が生じてしまいます。外観品質上、この段差を容認できない場合には、成形方法を変更する必要があります。
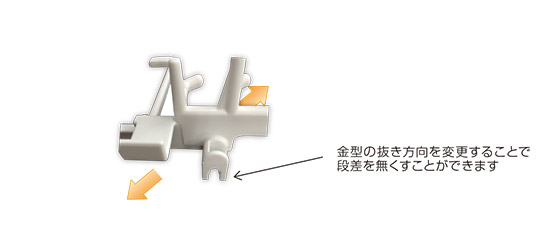
金型のコアとキャビティの抜き勾配の隙間により、成形品の平面部に段差が残ってしまう場合には、抜き方向を変更することによって解消することができます。例えば、上図の部品では、金型のコアとキャビティを手前と奥の方向に抜くようにすることで対応が可能です。これにより、許容されない平面部の段差はなくなり、外観品質上が向上します。
プラスチック射出成型では、金型のオス(コア)とメス(キャビティ)をかみ合わせて成形を行なう特性上、それぞれに抜き勾配を設ける必要があります。これによる問題点として、当事例のように成形部品にやむを得ない段差が生じてしまいます。外観品質向上のためには、金型の抜き方向を変更するなどの対策をとる場合があります。プラスチック製品の設計者には、上記のような射出成形の特性を理解していただく必要があります。