ゲート数の統合によるウェルドライン解消
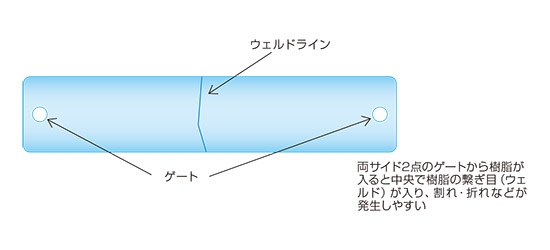
プラスチック射出成形で2つのゲートから樹脂を流入する場合は、各方向から樹脂が合流する箇所で繋ぎ目が発生します。樹脂の硬化度合いの違いにより、合流箇所に線状の跡が残る現象をウェルドラインと呼びます。ウェルドラインは、成形品の割れ・折れの原因となる不具合現象です。上図のように2つのゲートから樹脂を流入させる場合は、ウェルドラインが発生しやすくなり、プラスチック射出成形の歩留まり悪化によるコストアップとなりますので、ゲートの位置を工夫する必要があります。
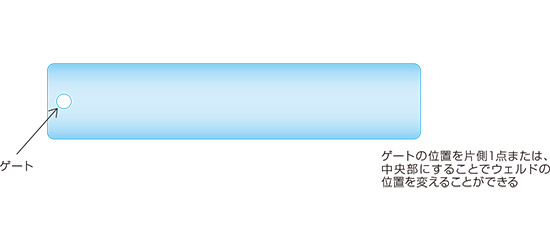
複数箇所にゲートを設定することで、ウェルドラインが発生する場合には、ゲートの数を減らすあるいは、ゲートの位置を変更する工夫が必要となります。例えば、上図のようにゲートの位置を片側1箇所にする、もしくは中央部にすることでウェルドラインを解消することができます。これにより、成形部品の割れ・折れを防止し、かつプラスチック射出成形の完成率を改善しコストダウンとなります。
プラスチック射出成形で複数箇所にゲートを設定する場合は、合税樹脂の硬化スピードの違いにより、合流箇所で繋ぎ目(ウェルド)が発生して不具合となる場合があります。対策としては、ゲート数の統合とゲート位置の変更がありますが、当事例ではゲートを1つにして成形条件の変更によりウェルドラインを改善しています。プラスチック製品の設計者は、上記のような樹脂射出成形の特性を理解して対策を行なうことでVAを図ることができます。